Decoration techniques
SCREEN PRINTING
The screen printing technique comes from the 17th century from the stencil printing method used
in the Far East mainly by the Japanese and is considered to be the creator of screen printing
Yuzensai Miyasaki. The screen printing method was originally used to decorate kimonos,
patterns were cut out on paper and applied to a grid stretched over a wooden frame
human or animal hair, An interesting fact is that the Fiji islands stencils that they were needed for printing fabrics, they were made from perforated banana leaves.
The first breakthrough was Samuel Simon's use of 1907 in
Great Britain matrix made of silk cloth, partially covered with varnish
instead of a stencil calling the technique "Silk-Screen". Improvements that have been made
to this method have made the screen printing technique popular all over the world over time
world.
A very fine polyester, nylon or nylon fabric is stretched over an aluminum, rectangular frame
metal net. The main parameter characterizing the sieve is the number of interlacings
mesh fibers per square centimeter, which in practice means the number of holes
through which the paint will be pressed at a later stage. A whole sieve prepared in this way
it is covered with a photosensitive emulsion that tightly plugs all the holes in the sieve.
The next step is to prepare the cliché. That is, a print on transparent foil
the negative of the pattern that we will print – each color of our project is a separate one
plate.
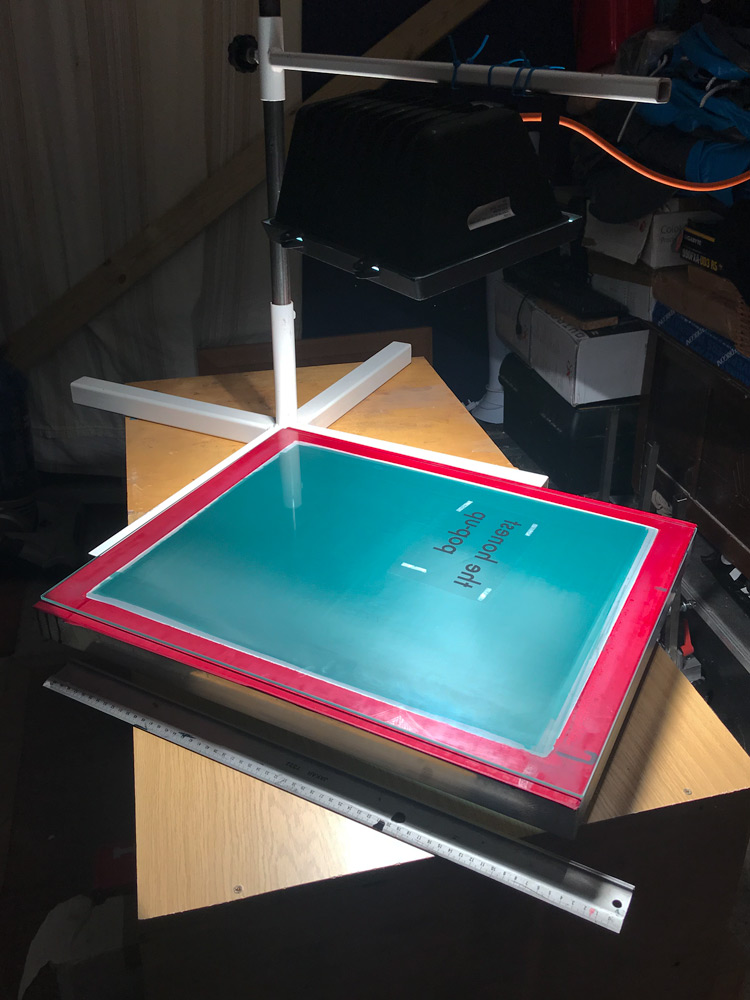

The set prepared in this way goes to the platesetter, which fixes the emulsion by emitting light
photosensitive only in places to which it has access. The rest is covered with a printed film
is not fixed, and after rinsing with water under high pressure, it causes complete
removing the unfixed emulsion that was covered by the printed film. As a result, on
holes remain only in the places indicated by us. The above process
is repeated for each color of the printed pattern.
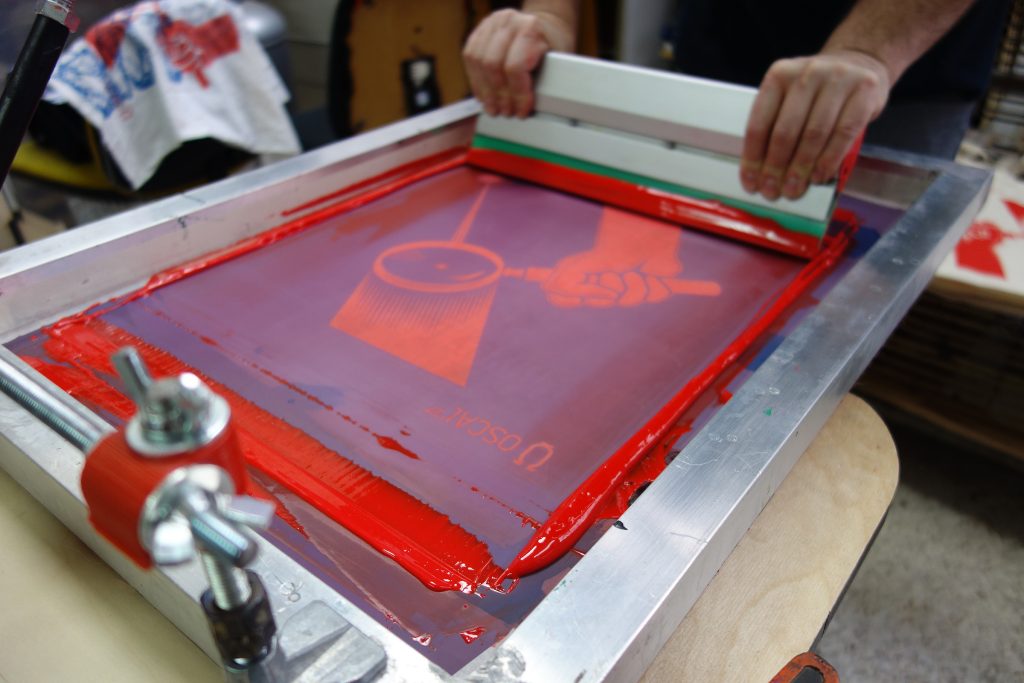
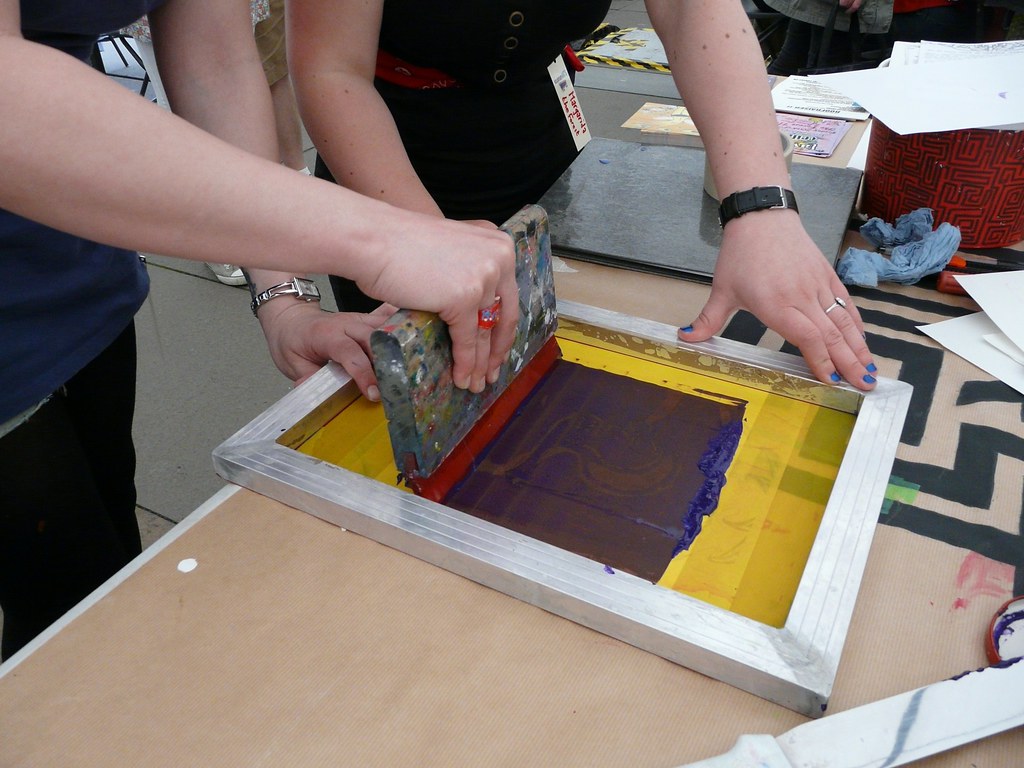
Before the last stage is the printing by placing it on the machine
screen printing screen covered with paint, which is squeezed through the holes in the squeegee
sieve and thus hits the material in the right place.
Finally, the printed material is heat treated for the purpose
paint fixation. This is done in specially adapted belt furnaces in
high temperatures.
In screen printing on textiles, we use three types of inks:
– water paints,
– solvent,
– plastisol.
Through the use of a wide range of different types of screen printing inks, in addition to
ordinary, flat prints, you can also achieve special effects in the form of: gel, HD, swelling, glitter, reflective or fluorescent prints.
We use screen printing to decorate knitwear, such as t-shirts, polo shirts, sweatshirts, sweatpants,
tank tops, long sleeves). Screen printing is a durable method of printing on clothing, it is cost-effective
usually with higher production volumes. The strong side of screen printing is durability and
saturated colors, complex graphics, special effects.
SUBLIMATION
Sublimation is the transition from a solid to a gaseous state with a direct bypass of the state
liquid. In practice, it is a transfer of a pattern printed on sublimation paper
on the material under the influence of high temperature. Dried on sublimation paper
the paint becomes volatile under the influence of temperature and permanently colors the material,
on which it is placed. The pattern applied to the fabric is very durable and indestructible.
The only downside of sublimation is the ability to use this technique only on
knitted fabrics and polyester fabrics. It is the polyester fibers that have the property that
subjected to high temperature, they allow penetration into their interior
dyes contained in sublimation inks.
Due to the specificity of printed materials, sublimation is used in decoration
a wide range of sportswear and various gadgets. High-quality
materials are characterized by excellent thermal insulation properties and
breathing. In practice, it is the cheapest and simplest process of decorating textiles. from this
For this reason, it is especially recommended even for small orders.
The process begins with the preparation of graphics, then printing on the printer
sublimation, and then we heat the pattern onto the material in a specially prepared calender
possibly presses that operate at high temperatures.
The strength of sublimation printing is its durable, photographic quality
intricate patterns.

COMPUTER EMBROIDERY


Embroidery is one of the oldest techniques of decorating clothing. The oldest, documented
examples of embroidery come from the turn of the 5th and 4th centuries BC. and have been discovered by
archaeologists
in present-day Greece. This technique consists in hand stitching patterns on fabric with a needle and thread. The milestones for embroidery were: the invention
embroidery hoop (beginning of the 18th century) and the construction of the first embroidery machine in
1990
1828.
Computer embroidery is classic embroidery with thread, specially for this purpose
dedicated embroidery machine. It is computer-controlled, which allows for unusual
fast work using several threads of different colors at the same time. She takes advantage of
a special pattern designed in an embroidery program.
In order for the pattern to be created, a digitizing program, i.e. arranging, is used for this purpose
stitches based on a given graphic or logo. The task of the designer is to arrange
stitches so that the embroidery machine can understand them and embroider them
intended effect. Therefore, the person preparing the project plays an important role in the process
graphic preparation.
Embroidery is a very durable method of marking clothes, it guarantees high quality of workmanship a
it is also not damaged by frequent use and repeated washing. By
embroidery, we can achieve unusual effects thanks to the threads available on the market
fluorescent, reflective, metallizing as well as a 3D effect using a special one
foam.
DTF
DTF – Direct-to-film – one of the latest techniques of decorating textiles, means
method of applying ink to the foil intended for this technique, using glue
fabric transfer, also used in screen printing, and applying the prepared one
printing on a textile substrate using a transfer press.
DTF is an innovative method of digital printing that is gaining popularity every day.
DTF eliminates all problems and difficulties resulting from printing directly on
textiles, while maintaining excellent quality and color gradation. DTF printing method
combines the digital quality of the print and the durability of screen printing.
The print is made on DTF foil, which allows you to reduce the amount of used
ink. Then the printed foil is sprinkled with a special glue
thermoactive. Overprint, z
applied glue, must be dried using a tunnel or a thermal transfer press, as a result, the glue bonds to the ink. A properly dried product is a transfer
ready for application to the fabric. The resulting print is of high quality and
durability.
Perfect for small, personalized orders or decorations
various elements in different places of the product that can be printed on
one sheet of foil. Unlike DTG printing, textiles do not require prior printing
pretreatment coverage, and the print is less sensitive to the quality of the cotton it is against
applied.
DTF also gives the possibility of application on various types of materials. Prepared print,
can be transferred to various products, e.g. hats, t-shirts, bags, scarves, etc. In addition,
DTF transfer can be cheaper than DTG printing – the more uses on the sheet
we print, the lower the unit cost of the final product.
Pros of DTF printing:
– high quality and the ability to print with color gradations
– high print durability
– low costs with short series and printouts of many elements on one sheet
– the possibility of preparing many elements (different patterns) for
fast transfer when executing individual orders
– does not require prior pre-treatment of the substrate
– the possibility of applying the print on various materials
Cons of DTFs:
– higher costs for large orders
– limitation of air permeability
– no possibility to obtain special effects on the print as in the case of screen printing
DTF Limitations:
Limitations of DTF printing may result from high costs, in the case of large ones
orders. The prepared print is limited due to the use of glue for thermal transfer air permeability.


DTG



DTG – Direct-to-garmet – means direct printing on a cotton substrate or on
a mixture with a predominance of natural fibers. The print is made in a DTG printer, ink
penetrates the structure of the fabric, reproducing the appropriate graphics. The print is fixed by heating in a thermal transfer press.
DTG, as an innovation, was established several years ago and is one of the printing technologies
digital, consisting in printing directly on the substrate. Initially
used on light cotton substrates, developed over time and currently allows
wider application, also on dark substrates, as well as on mixed products
composition.
The absolute advantage of DTG printing is the accurate and precise rendering of depth and transitions
tonal colors, thanks to which the print is clear, saturated, effective, and at the same time
very durable. An additional advantage of the application made with the use of DTG printing is
permeability – the printed material breathes. DTG printing, unlike printing
digital DTF, does not use glue that fixes the print on the selected material. Yes
the prepared print is light, practically imperceptible on white fabrics.
Unfortunately, it is different in the case of printing on dark fabrics, here the structure of the print is w
in most cases will be detectable, due to the so-called white color overprint,
which on the one hand will emphasize the colors of the graphics, but on the other hand will be an
additional layer
stiffening. DTG printing is characterized by high resistance to washing –
comparable to the high quality and durability of screen printing.
First of all, when we want to put full-color graphics on the fabric. DTG technology allows us to print almost
photographic pictures on the material
accuracy. The price of the print is affected by the amount of ink used, which depends on the print itself
graphics and their size. What else is very important? DTG digital printing is already paying off for us
with 1 piece of print. Why? Because we do not bear the costs associated with such
preparation as required by screen printing. In addition, the undoubted advantage of DTG is time
printing, in the case of digital printing, it usually takes only a few minutes. DTG printing
it also works in accordance with the zero-waste philosophy, minimizes stocks of materials, has
positive impact on the environment.
Pluses of DTG:
– high print quality
– high print durability
– very good color reproduction with tonal transitions
– a light print that can breathe – on light substrates
– short printing time
Minuses of DTG:
– high costs for large series in relation to screen printing, resulting from wear
inks and the cost of servicing the operator executing the order
– perceptible printing on dark materials
– no possibility to obtain special effects on the print
FLOCK AND FLEX FOIL
WHAT ARE FLEX AND FLOCK FOILS?
Flock and Flex are specially prepared and used foils for clothing decoration
and materials. Using foil, you can create t-shirts, sweatshirts, hats, kidneys and much more,
many other products with your own imprint.
HOW DO WE PREPARE PRINTING WITH FOIL?
It all starts with a properly prepared project in vector graphics.
Imprints made using foil are one-color or two-color, without transitions
tonal between colors. There is also a limitation with this technique of decorating clothing
detail size. A properly prepared design is cut out on the foil in reflection
mirror. Using a blade or a special selector, the cut design is removed
unnecessary elements to obtain a print according to the prepared design. Then cut out
the foil print is placed on the garment and is welded into the material with
specialized thermal transfer presses. Heating takes place in high
temperatures appropriate for the selected type of film.
DIFFERENCES BETWEEN FLOCK AND FLEX FOIL
Flex foil is smooth to the touch. In turn, the Flock foil is a bit thicker, and because of it
structure, it resembles a delicate nap to the touch. Therefore, it is less flexible than
Flex foil. Despite the inability to make multi-colored prints with
gradients, clothing decorated in this way does not have to be boring at all. There is a wide range
color of these two films: glitter, luminescent, metallic, perforated and
many other. Films are ideal for marking sportswear, because
they are washable up to 80°C. Prints made using this method will present
also works great on T-Shirts, Polo shirts, waist packs, backpacks and bags and
polyester materials.


